陶瓷纖維模塊
- ● 硅酸鋁纖維模塊 硅酸鋁纖維模塊用對應(yīng)材質(zhì)的硅酸鋁針刺毯按纖維組件結(jié)構(gòu)、尺寸,由專用機(jī)械設(shè)備加工而成。其保持一定比例的壓縮量,以保證陶瓷纖維組件壁襯砌筑完畢后,陶
- 咨詢熱線:18661672198
-
產(chǎn)品詳情
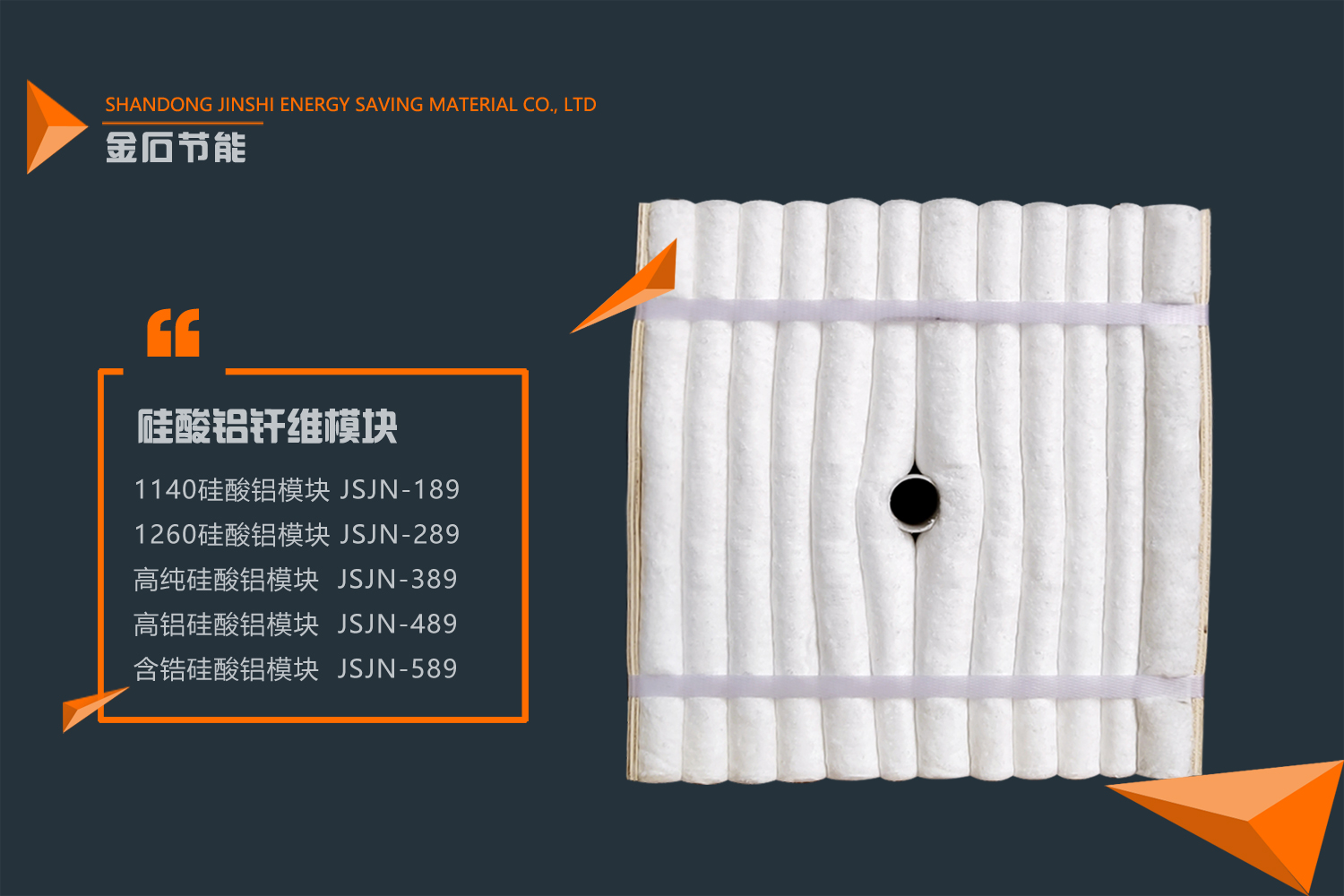
● 硅酸鋁纖維模塊
硅酸鋁纖維模塊用對應(yīng)材質(zhì)的硅酸鋁針刺毯按纖維組件結(jié)構(gòu)、尺寸,由專用機(jī)械設(shè)備加工而成。其保持一定比例的壓縮量,以保證陶瓷纖維組件壁襯砌筑完畢后,陶瓷纖維組件在不同方向的膨脹,使陶瓷纖維組件之間相互擠成一個(gè)無縫隙的整體。陶瓷纖維組件通過各種形式的錨固件直接固定于工業(yè)窯爐的爐殼上。
● 產(chǎn)品特性
陶瓷纖維模塊具有陶瓷纖維的優(yōu)良特性,纖維模塊始終處于膨脹狀態(tài)彌補(bǔ)熱收縮,使?fàn)t體整體密封性高;具有抵抗熱沖擊的能力;襯體無需烘干和養(yǎng)護(hù),安裝后便可立即投入使用;錨固系統(tǒng)遠(yuǎn)離爐體的熱面,使得金屬錨固件處在相對低的安全溫度下。
● 安裝方法
爐板除銹→將模塊螺栓焊接在板上→取出模塊→將模塊導(dǎo)向桿擰到螺桿的小頭上→將模塊沿中心孔穿過導(dǎo)向桿靠到爐板上→采用專用扳手將螺母擰緊到螺桿上→擰下導(dǎo)向桿→依次進(jìn)行其他模塊的安裝→抽出模塊中心的塑料管→拆開模塊捆扎帶→安裝下一排折疊模塊
● 安裝要求
錨固釘焊接位置應(yīng)準(zhǔn)確,嚴(yán)格控制誤差;
先將背襯層安裝完畢,再施工纖維模塊;
先安裝爐頂模塊再安裝爐墻;
爐墻模塊的安裝應(yīng)從底部開始向上安裝;
模塊的排列方式多采用同向“兵列式”排列,安裝完一排模塊后應(yīng)按要求壓縮鋪襯補(bǔ)償毯;
頂與墻及墻與墻的連接處應(yīng)壓縮鋪襯補(bǔ)償毯。
● 表面修整
折疊模塊安裝完畢后應(yīng)仔細(xì)檢查,大于5mm的縫隙應(yīng)填塞補(bǔ)償毯;
纖維毯填塞完畢后,用方木坂將折疊塊表面拍平。
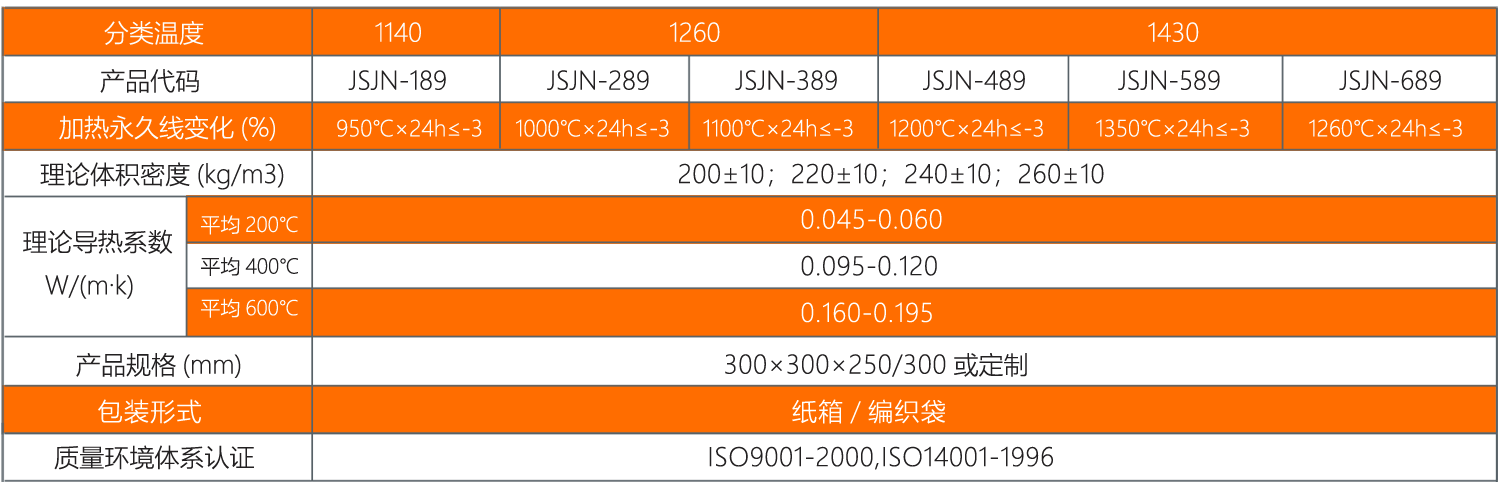
● 主要技術(shù)性能指標(biāo)
● 典型應(yīng)用
鋼鐵、冶金、機(jī)械、建材、石油化工、有色金屬等行業(yè)各種工業(yè)窯爐、加熱裝置。